









隨著工業自動化的飛速發展,數控機床的自動化程度與生產效率也大幅提高。少量的機床加工,可以通過人工巡檢快速發現生產故障。對于FMS、CIMS、無人值守工廠等,必須解決刀具損傷的在線實時監測與控制問題。如果機床刀具磨損或者斷裂,會造成未加工或者未完全加工工件流入下一道工序,很可能對后面的設備造成二次損害。嚴重影響產品質量、生產效率、維護成本與維修周期。

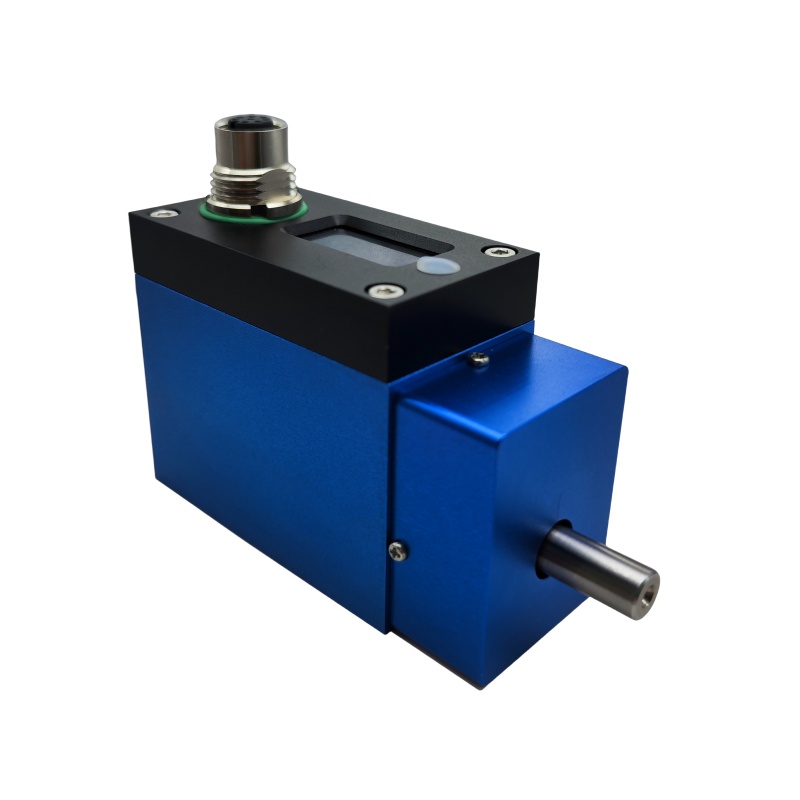
目前行業內檢測刀具損傷的方案較多,但還是以直線位移傳感器、LVDT位移傳感器為基礎的直接測量法,以激光位移傳感器、超聲波位移傳感器、對射傳感器等為基礎的間接測量法為主流。直線位移傳感器、LVDT位移傳感器因為接觸式測量,傳感器固定在機床加工區某一位置,加工作業時,刀具先快速移動到傳感器前,然后減速向前一小段位移。如果傳感器發出信號,且信號在系統預設值范圍之內,則說明刀具正常。如果傳感器采集信號偏離預設值,則說明刀具斷裂或者磨損嚴重,設備會停止工作等待檢修。
激光位移傳感器、超聲波位移傳感器、對射傳感器因為非接觸測量,加工作業時,刀具可以快速移動至傳感器檢測區域。如果傳感器反饋信號并且在正常范圍值內,則說明刀具正常。如果反饋信號異常,則說明刀具斷裂或者磨損嚴重。非接觸測量法因為無需減速操作,工作效率相對更高。但是工業現場光、電、水、油、粉塵等因素復雜,非接觸測量型位移傳感器性能受限嚴重。以光電類位移傳感器為例,如果受機械設備冷卻液、油霧等影響,傳感器測量精度與可靠性將大幅降低,極易造成誤報警或者功能失效。如果傳感器安裝位置遠離加工區,可有效避免此類故障,但是將增加設計難度,同時也降低了工作效率。

綜合考慮,以直線位移傳感器、LVDT位移傳感器為載體的直接測量法穩定性與適用性更高,在自動化領域應用更加廣泛。快速確定刀具損傷程度并進行實時在線控制,是保障生產效率與產品質量的基礎,也是延長設備壽命、減少設備維護成本的關鍵要素。


管理員
該內容暫無評論